







Исследование процесса гибки заготовок, изготовленных на листогибочном прессе, без образования следов.
В современном производстве изделий из листового металла качество поверхности становится столь же важным, как и точность гибки. Такие отрасли, как производство лифтов, кухонного оборудования, архитектурного оформления, бытовой электроники и автомобильных интерьеров, требуют безупречных поверхностей без царапин, следов давления или вмятин от штампов.
Однако традиционная гибка на листогибочном прессе часто оставляет видимые следы гибки на нержавеющей стали, алюминии, листах с покрытием, металлах с зеркальной полировкой и окрашенных материалах. Эти дефекты увеличивают затраты на доработку и снижают ценность продукции.
Для решения этой проблемы и предотвращает появление следов изгиба на листовом металлеПроизводители все чаще внедряют передовые технологии. Решения для оснастки листогибочных прессов без следовВ этой статье описаны наиболее эффективные методы достижения безупречных результатов при сохранении точности и производительности гибки.
Перед выбором решения важно понять, почему появляются следы изгиба.
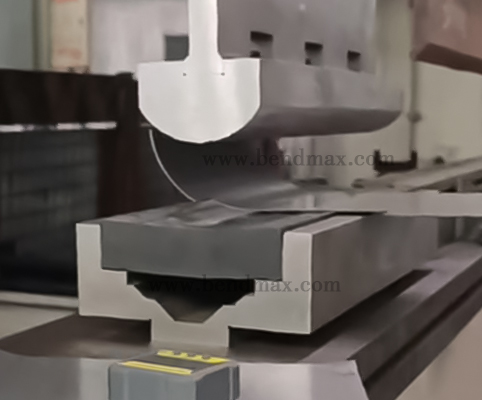
В процессе гибки листовой металл скользит и прижимается к V-образной поверхности матрицы под высоким давлением. Трение, концентрированная сила и плохое состояние поверхности матрицы могут создавать следующие проблемы:
Эти проблемы особенно заметны в следующих случаях:
Ключ к гибке без следов износа — это снижение трения и равномерное распределение давления в процессе формовки.

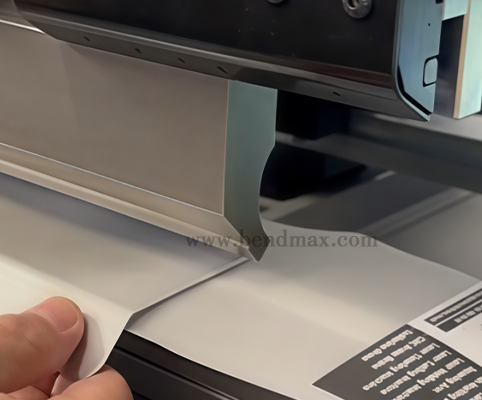
Один из самых простых методов — использование защитная пленка, не оставляющая следов между листовым металлом и нижней матрицей.
Пленка действует как защитный барьер, поглощающий трение при изгибе и предотвращающий прямой контакт металла с металлом.
Между заготовкой и V-образной матрицей вставляется гибкая защитная пленка. Во время гибки пленка движется вместе с листом, уменьшая царапины и вмятины.

Защитная пленка для листогибочных прессов
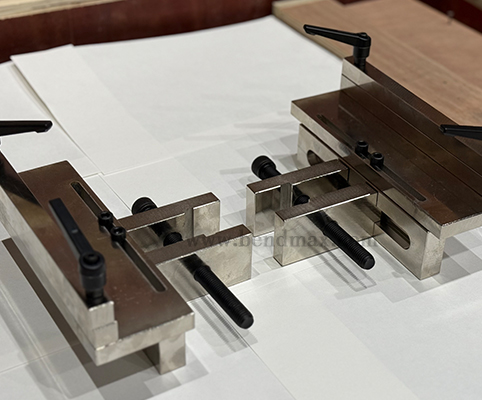
Держатель и позиционер защитной пленки




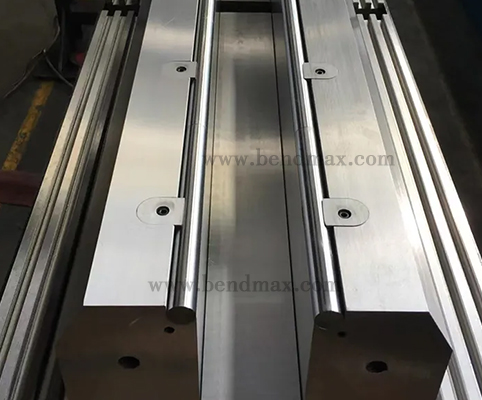
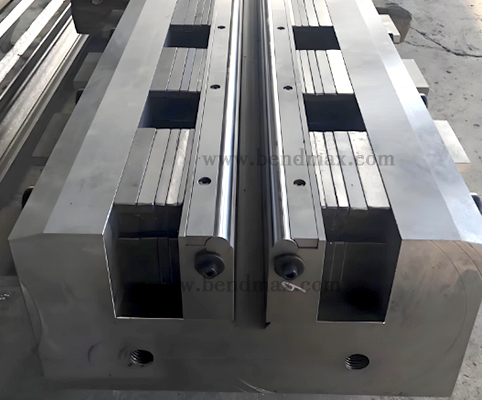
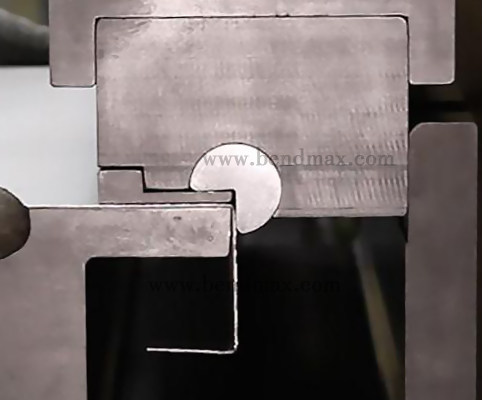
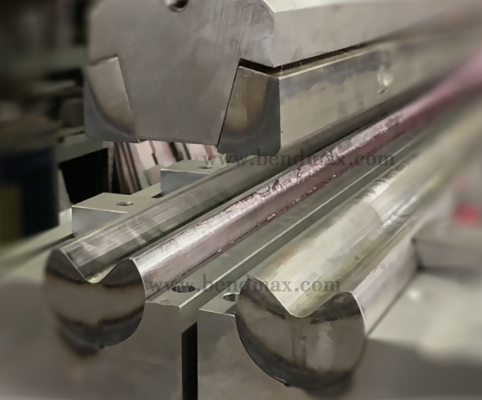
Вращающиеся гибочные штампы относятся к числу самых передовых решений для гибки без образования царапин.
Использование инструментов Bendmax Rotabend для нижней части гибочного станка помогает уменьшить количество следов, поскольку закаленные роторные крылья вращаются во время гибки, а не скользят по поверхности листа.
В этих штампах в нижней части матрицы расположен вращающийся клапанный механизм. Когда пуансон прижимает лист к нужному положению, клапан вращается, обеспечивая контакт с поверхностью без трения скольжения.
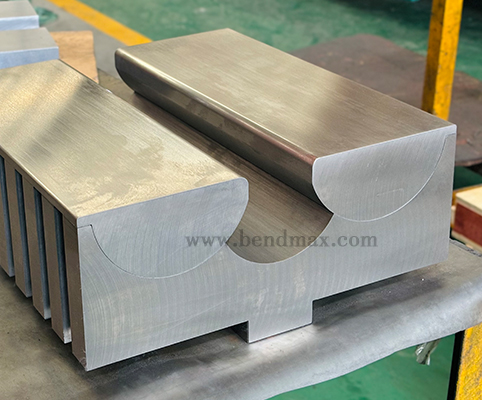

Почему ротационные матрицы работают лучше: Традиционные V-образные матрицы создают трение скольжения. Ротационные матрицы преобразуют движение скольжения во вращательное движение, что значительно уменьшает повреждение поверхности.
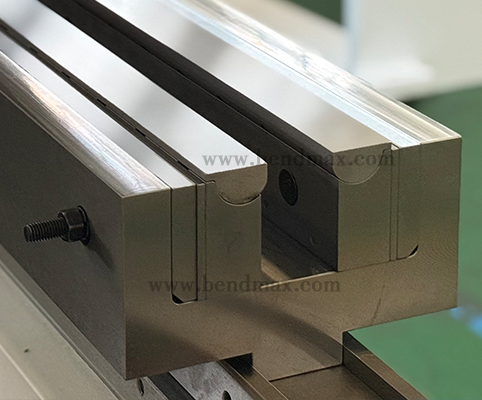
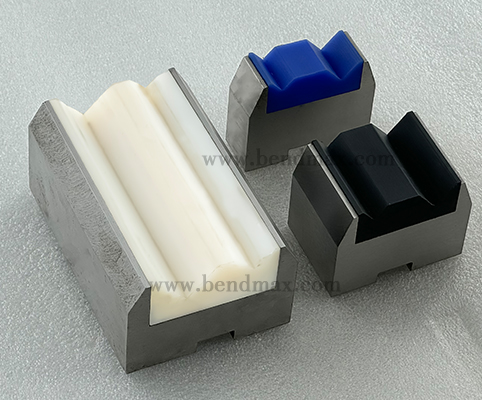
Нейлоновые вставки, не оставляющие следов, штампы В зону контакта нижней матрицы встраиваются сменные нейлоновые материалы. Благодаря высокой эластичности и очень низкому коэффициенту трения нейлон значительно уменьшает механические следы на поверхности листа.
Структура: Нейлоновая вставка сохраняет ту же V-образную геометрию отверстия, что и стандартные стальные матрицы, но при этом обеспечивает более мягкую контактную поверхность.
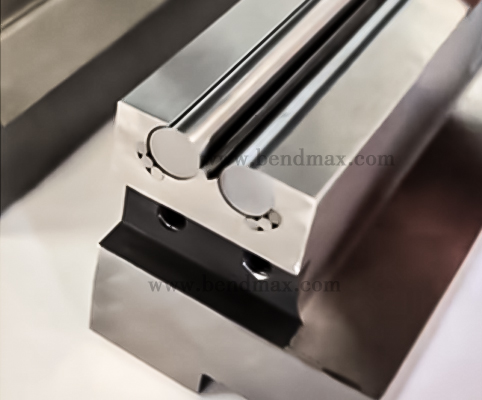
Штампы роликового типа без следов (без меток) / Штампы без меток с роликом внутри используются вращающиеся ролики из твердого сплава, интегрированные в нижнюю матрицу.
При изгибе ролики вращаются синхронно с движением листа. Это преобразует трение скольжения в трение качения, что значительно уменьшает количество царапин и следов от давления.
Полиуретановая оснастка для листогибочного пресса В конструкции используются мягкие эластичные вставки для смягчения ударов при сгибании листа. Эти вставки равномерно распределяют давление при сгибании и предотвращают появление следов от прямого контакта с твердой поверхностью.
Мягкие контактные вставки могут быть изготовлены из Полиуретаннейлон или Материалы на основе резиныПолиуретановые вставки особенно хорошо подходят для гибки профилей с закругленными углами и деликатных декоративных материалов.
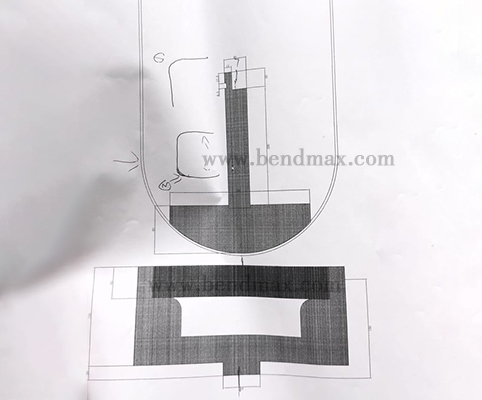




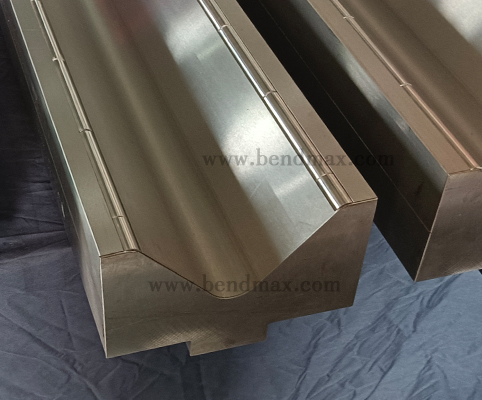
Изготовление на заказ с помощью сушки и изгибания.

Изготовление U-образных профилей на заказ.
Гибка каналов на заказ
Для сложных геометрических форм или особо чувствительных поверхностей наилучшим решением часто является изготовление на заказ инструментов, не оставляющих следов.
Эти инструменты разработаны с учетом следующих факторов: типа материала, толщины материала, радиуса изгиба, требований к качеству поверхности, геометрии изделия и объема производства.
Специализированная оснастка может сочетать в себе: вращающиеся конструкции, полиуретановые вставки, роликовые системы, специальные поверхностные покрытия и многоступенчатые гибочные конструкции.
Современная оснастка для листогибочных прессов, не оставляющая следов, обеспечивает значительные преимущества в повышении эффективности производства, контроле качества и снижении затрат.
Предотвращает появление царапин, вмятин и следов от давления на чувствительных материалах.
Меньшее количество поверхностных дефектов означает более низкий процент брака и более стабильное качество продукции.
Подходит для:
Сменные вставки продлевают общий срок службы инструментальной системы.
Уменьшает необходимость в защитных пленках и повторной полировке.


Выбор правильного решения для гибки без образования следов зависит от нескольких технических факторов.
Для разных типов отделки требуются разные уровни защиты (зеркальная поверхность, матовая поверхность, окрашенные поверхности, материалы с покрытием). Чем чувствительнее поверхность, тем мягче и ровнее должен быть контакт инструмента с ней.
Для более толстых или высокопрочных материалов требуются более прочные системы вставок для поддержания точности угла. Мягкие системы вставок могут деформироваться под чрезмерным усилием.
Правильное соответствие радиуса пуансона, V-образного отверстия, толщины материала и угла изгиба имеет важное значение для обеспечения стабильности изгиба и предотвращения деформации материала.
Сложные формы, такие как глубокие коробчатые профили, изгибы большого радиуса, U-образные профили и многоступенчатые изгибы, часто требуют использования специализированных инструментов, не оставляющих следов.
Единого решения, подходящего для всех задач гибки, не существует.
| Решение | Защита поверхности | Долговечность | Расходы | Лучшее приложение |
|---|---|---|---|---|
| Пленка без меток | Середина | Низкий | Низкий | Временная защита |
| Вращающиеся штампы | Отличный | Высокий | Средне-высокий | Декоративные панели из нержавеющей стали |
| Нейлоновые вставки | Хороший | Середина | Середина | Общая косметическая гибка |
| Роликовые матрицы | Отличный | Высокий | Высокий | Сверхтонкие прецизионные листы |
| Полиуретановые штампы | Лучший | Средне-низкий | Середина | Материалы с зеркальной полировкой |
| Инструменты на заказ | Максимум | Зависит от конструкции. | Высокий | Сложные высокотехнологичные приложения |
Поскольку ожидания клиентов в отношении качества внешнего вида продолжают расти, освоение этих принципов становится все более важным. Гибка листового металла без царапин становится критически важным требованием в современном производстве.
Правильный выбор оснастки для листогибочного пресса, не оставляющей следов, может:
Независимо от того, гнёте ли вы панели лифтов из нержавеющей стали, алюминий с зеркальной полировкой или декоративный листовой металл, инвестиции в правильное решение для гибки, не оставляющее следов, значительно улучшат как качество продукции, так и эффективность производства.
 Phone: (0086)-15002165198
Phone: (0086)-15002165198 Email: jason@bendmax.com
Email: jason@bendmax.com Wechat: политика конфиденциальности
Wechat: политика конфиденциальности
 IPv6 network supported
IPv6 network supported
leave a message
Scan to wechat :

Scan to whatsapp :

 Русский
Русский 








