Как выбрать правильный инструмент для листогибочного пресса
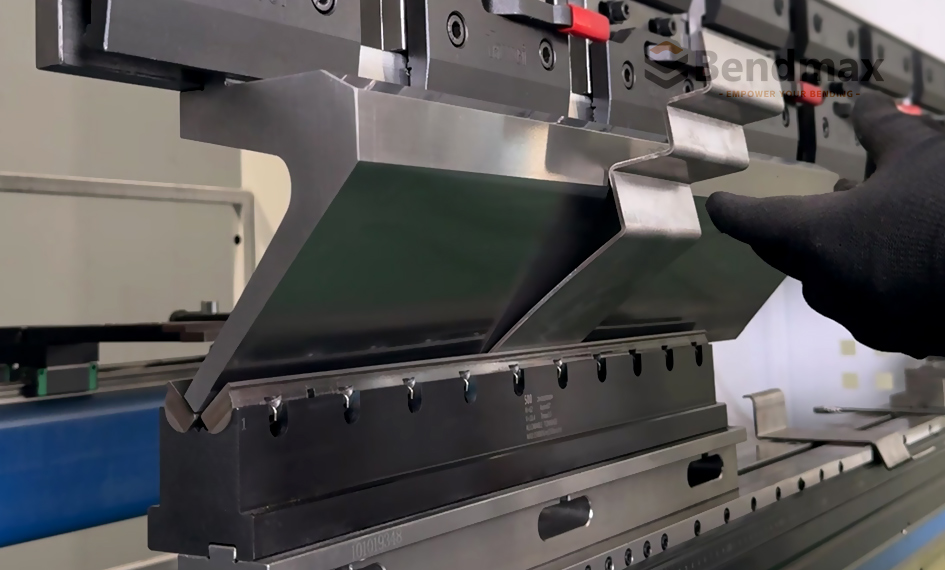
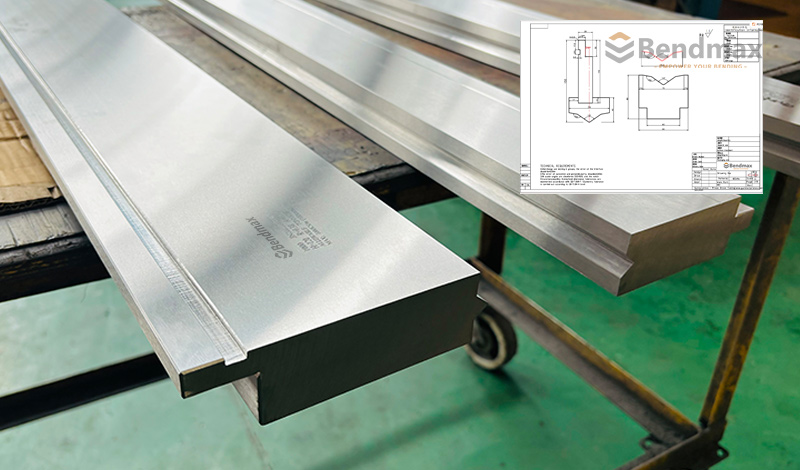
Как выбрать правильный инструмент для листогибочного прессаКомплексное решение для подбора инструмента для гибки листового металла.Выбор правильного Инструмент для листогибочного пресса Это крайне важно для достижения точных и стабильных результатов гибки листового металла. Даже при использовании современных листогибочных прессов неправильный выбор инструмента может привести к серьезным проблемам, таким как ошибки в угле гибки, следы на поверхности, растрескивание материала или чрезмерный износ инструмента.Многие производители листового металла понимают конструкцию своей продукции, но испытывают неуверенность в отношении... Какую комбинацию пуансона и матрицы следует использовать?Данное руководство содержит четкий и практичный метод выбора инструментов Используется профессиональными инженерами-технологами по всему миру. Процесс выбора инструмента для листогибочного прессаПроцесс выбора инструмента можно упростить, выделив следующие шаги: 1. Определите тип и толщину материала.2. Тоннаж станка и усилие гибки3. Материал инструмента и твердость поверхности.4. Выберите соответствующее V-образное отверстие матрицы.5. Выберите правильную геометрию пуансона.6. Подтвердите требования к радиусу изгиба.7. Проверьте минимальную длину фланца.8. Выберите между стандартной и изготовленной на заказ оснасткой.9. Внедрение систем повышения эффективности и быстрой смены оборудования. Выполнение этих шагов помогает производителям выбрать инструменты, которые обеспечат... точные углы изгиба, снижение напряжения в материале и увеличение срока службы инструмента..1. Определите тип и толщину материала.Свойства материала оказывают существенное влияние на поведение при изгибе.Для разных материалов требуются разные условия изгиба:МатериалХарактеристики изгибаНизкоуглеродистая стальСтандартные свойства изгибаНержавеющая стальПовышенная прочность и упругостьАлюминийМягкая, но чувствительная к следам на поверхности. О материалахК-факторK-фактор — это параметр проектирования, используемый для оценки того, насколько сильно растянется деталь из листового металла при гибке. Он определяет отношение нейтральной оси к общей толщине листа. Хотя это в основном производственный параметр, понимание его роли позволяет конструкторам лучше прогнозировать изменения размеров после гибки.Коэффициент K варьируется в зависимости от свойств материала (пластичности и прочности), внутреннего радиуса изгиба относительно толщины листа, метода гибки и точности инструмента.Рекомендации по фактору К:Для материалов с более высокой пластичностью, таких как медь и латунь, следует увеличить коэффициент K, чтобы учесть растяжение.Мягкие материалы и резкие изгибы, как правило, смещают нейтральную ось ближе к внутренней поверхности, снижая К-фактор.Если углы изгиба превышают 120°, используйте больший коэффициент K для компенсации удлинения материала.Значение K-фактора, равное 0,5, означает, что нейтральная ось проходит посередине материала.В таблице ниже приведены рекомендуемые коэффициенты K для наиболее распространенных материалов листового металла и методов гибки.Стратегии восстановления и компенсацииЛистовой металл часто стремится восстановить свою первоначальную форму после снятия усилия изгиба или штамповки. Это влияет на точность размеров деталей и должно учитываться при проектировании. Эффект упругого восстановления зависит от свойств материала и радиуса изгиба.Стратегии, ориентированные на дизайн, для компенсации упругости.Слегка перегните деталь, чтобы она соответствовала желаемой окончательной геометрии.Избегайте резких изгибов материалов с высокой упругостью (например, алюминия марки 7075).Увеличьте радиус изгиба для пластичных металлов, таких как медь, чтобы минимизировать концентрацию напряжений.Для таких материалов, как нержавеющая сталь и алюминий, требуются большие радиусы изгиба, чтобы уменьшить упругое деформирование.При необходимости обеспечения жестких допусков по углам следует использовать материалы с более низким пределом текучести.Формула компенсации упругостиПриблизительная формула для оценки угла упругого отскока (Δθ):Δθ = (K x R) / TГде:Δθ = Угол упругого отскока (в градусах)K = Материальная константа (от 0,8 до 2,0, для более прочных материалов значение выше)R = Внутренний радиус изгибаT = Толщина материалаДоплата за изгиб и вычет за изгибТочное проектирование развертки зависит от понимания поведения листового металла при гибке. Два ключевых параметра помогают рассчитать точную длину в развернутом состоянии:Надбавка за наклон (BA)Припуск на изгиб — это длина дуги изгиба, измеренная вдоль нейтральной оси. Он определяет количество материала, которое будет «израсходовано» при изгибе.Формула расчета припуска на изгиб:ВА = А × (π/180) × (R + К × Т)Где:A = Угол изгиба (в градусах)R = Внутренний радиус изгибаT = Толщина листаK = K-факторВычет за изгиб (BD)Вычет за изгиб — это величина, вычитаемая из общей длины фланцев для получения правильной развертки.Формула вычета штрафных санкций за изгиб:BD = L1 + L2 − (BA + внутренний изгиб)Где:L = Длина фланцаBA = Допуск на изгибСоветы по дизайну:Для большинства изгибов на 90° используйте таблицы изгиба для стандартных материалов, если формулы слишком сложны.При изгибе высокопрочных сплавов (например, 7075, 316L) следует ожидать большего деформационного зазора из-за упругого восстановления и накопления напряжений.Во избежание растрескивания алюминия и хрупких сталей всегда следует располагать направление волокон перпендикулярно линии изгиба.Обеспечьте равномерную толщину стенки.Толщина листового металла напрямую влияет на радиус изгиба и другие важные параметры изгиба, такие как V-образное раскрытие, усилие изгиба и длина фланца. Понимание этой взаимосвязи имеет решающее значение для обеспечения качества и долговечности изгиба.Поддержание равномерной толщины стенок обеспечивает стабильное поведение при изгибе и предотвращает такие проблемы, как деформация, коробление или растрескивание.Советы по дизайну:Обеспечьте равномерную толщину по всей детали.Избегайте резких перепадов толщины или ребер вблизи изгибов.Если необходимо изменение толщины, следует предусмотреть плавные переходы (как минимум в 3 раза превышающие толщину листа) или использовать фаски для уменьшения концентрации напряжений.Толщина материала является ключевым параметром для расчета размера отверстия V-образной матрицы и радиуса пуансона. 2 -Грузоподъемность машины и усилие гибкиКаждый листогибочный пресс имеет максимальный допустимый тоннаж, и для гибки определенного материала каждому инструменту требуется определенное усилие. Использование неправильного инструмента может повредить как станок, так и инструмент. Для расчета необходимого тоннажа (Т) для гибки на воздухе:T = (k × S² × L) / V Где:k = материальная константа (1 для низкоуглеродистой стали)S = толщина листа (мм)L = длина изгиба (м)V = ширина V-отверстия (мм) Проверьте таблицу грузоподъемности вашей машины или руководство производителя, чтобы убедиться в совместимости. 3. Материал инструмента и твердость поверхности. Материал, из которого изготовлен инструмент, влияет на его прочность, износостойкость и точность.К распространенным материалам относятся: 42CrMo (42CrMo4): Стандартная инструментальная сталь с хорошей ударной вязкостью.Сталь SKD11 / D2: высокая твердость и износостойкость.Закаленная инструментальная сталь с твердостью HRC 55–60: длительный срок службы для массового производства. Обработка поверхности, такая как азотирование или хромирование, помогает снизить трение и предотвратить коррозию. Инвестиции в высококачественные материалы могут обойтись дороже на начальном этапе, но это сэкономит деньги за счет увеличения срока службы инструмента и стабильной работы. 4. Выберите правильное V-образное отверстие матрицы.Он V-образное отверстие матрицы (V) определяет изгибающую силу и внутренний радиус изгиба.В обработке листового металла широко используется следующее правило:V = 6–10 × толщина материала (T)Для большинства операций по гибке низкоуглеродистой стали... Правило восьми широко применяется:V ≈ 8 × TРекомендуемая таблица выбора V-образных матрицТолщина материала (Т)Рекомендуемое отверстие V-образной матрицы1 мм6–8 мм2 мм12–16 мм3 мм18–24 мм4 мм24–32 мм6 мм48–60 мм8 мм64–80 мм Использование неправильной V-образной матрицы может привести к чрезмерному усилию, низкой точности гибки или деформации материала. 5. Выберите правильный тип пуансона.Он верхний удар Определяет угол изгиба и наличие помех в процессе формования.Распространенные типы пуансоновПрямой ударИспользуется для стандартной гибки листового металла.Пуансон с изогнутой шеейПредоставляет разрешение на Гибка коробок и детали большой толщины.Острый удар (30°)Используется для сгибание под острым углом или предварительная подшивка.Радиусный перфораторИспользуется, когда требуется контролируемый радиус изгиба.Правильный выбор геометрии пуансона предотвращает столкновения инструмента с заготовкой.Если стандартные пресс-формы не соответствуют вашим требованиям к гибке, вам, возможно, потребуется рассмотреть вариант изготовления пресс-форм на заказ. 6. Учитывайте требования к радиусу изгиба.Радиус изгиба играет решающую роль в обеспечении структурной целостности и предотвращении образования трещин. Слишком малый радиус может привести к перенапряжению материала, особенно в случае более толстых или менее пластичных металлов (316L или 7075). Большие радиусы улучшают формуемость и уменьшают упругое восстановление, особенно для таких материалов, как нержавеющая сталь и алюминий.Советы по дизайну:Для большинства пластичных металлов минимальный внутренний радиус должен быть ≥ 1 × T.Для более твердых материалов увеличьте значение до ≥ 1,5 × T, чтобы предотвратить растрескивание.Избегайте использования острых или нулевых изгибов. Они концентрируют напряжение и могут привести к растрескиванию, особенно в нержавеющих сталях.Если требуется визуально четкий профиль, используйте последующую механическую обработку или снятие фаски, а не сильную гибку.Поддержание одинаковых радиусов на деталях с несколькими изгибами упрощает изготовление оснастки и снижает затраты.При проектировании очень крутых изгибов или сложных геометрических форм необходимо учитывать ограничения оснастки.Типичные рекомендации для отрасли:МатериалМинимальный радиусНизкоуглеродистая стальR ≥ TНержавеющая стальR ≥ 1,5 ТлАлюминийR ≥ 2TИзгибы: Расположение изгибов рядом друг с другомСледует избегать последовательных изгибов, за исключением случаев крайней необходимости. Распространенная проблема при последовательных изгибах — трудности с установкой изогнутых деталей на матрицу. Однако, если это неизбежно, промежуточная часть должна быть длиннее фланцев.Особенности конструкции в местах изгибов: отверстия, выемки и выемки.Неправильное размещение элементов вблизи линий сгиба может привести к деформации, накоплению напряжений или проблемам с инструментом. К таким элементам относятся отверстия, пазы, выступы и зоны сглаживания изгибов. Тщательный выбор расстояния и геометрии имеет решающее значение для сохранения качества детали в процессе формовки.Ограничения изгиба, обусловленные геометрией.Соблюдайте минимальную высоту Z-образного изгиба.Z-образный изгиб включает в себя два параллельных изгиба в противоположных направлениях, образующих Z-образный профиль.Z-образные изгибы (изгибы со смещением) требуют минимальной вертикальной высоты ступеньки для размещения нижнего инструмента во время гибки. Она зависит от таких факторов, как толщина материала, ширина паза матрицы и конкретный используемый процесс гибки, и позволяет избежать столкновений инструмента или деформации материала.Советы по дизайну: Для обеспечения технологичности изготовления минимальная высота Z-образного изгиба должна быть ≥ 2,5 × толщина листа (T), что гарантирует достаточный зазор для инструмента и структурную целостность.Для обеспечения надежного зацепления инструмента необходимо поддерживать длину фланца ≥ 1,5 × T.Избегайте резких Z-образных изгибов в высокопрочных сплавах, таких как нержавеющая сталь 316L или алюминий 7075.Для обеспечения жестких допусков или улучшения внешнего вида поверхности рекомендуется увеличить высоту ступеньки сверх минимальных значений.Для определения безопасной высоты ступеней используйте рекомендации, специфичные для каждого материала, приведенные в таблицах ниже.Использование радиуса пуансона меньшего, чем рекомендуемое значение, может привести к растрескиванию материала при гибке. 7. Проверьте минимальную длину фланца.Длина фланца должна быть достаточной, чтобы он опирался на плечи матрицы во время гибки.Часто используемая формула выглядит так:Минимальная длина фланца ≈ 0,77 × диаметр V-образного отверстия матрицы.Пример:Если V = 20 ммМинимальный размер фланца ≈ 15 ммЕсли фланец слишком короткий, лист может соскользнуть в отверстие матрицы и вызвать неточные изгибы. 8. Выберите между стандартной и специальной оснасткой.Большинство операций по гибке можно выполнить с помощью стандартный инструмент для листогибочного пресса, такой как:прямые ударыпробойники с гусиной шеейстандартные V-образные матрицымногоV кристаллыОднако для сложных деталей может потребоваться специализированные инструменты, включая:инструменты для подшиванияинструменты для гибки со смещениеминструменты для гофрированияинструменты для тисненияСпециализированная оснастка позволяет производителям более эффективно изготавливать изделия сложной геометрии. 9. Внедрение систем повышения эффективности и быстрой смены оборудования.В современном конкурентном мире производства простои обходятся дорого. Системы быстрой смены оснастки для листогибочных прессов, такие как WILA или Rolleri, позволяют операторам менять оснастку за считанные минуты, а не часы. Преимущества быстросменной оснастки:Более быстрое время настройкиСнижение утомляемости оператораПовышенная точность за счет самовыравнивания.Идеально подходит для мелкосерийного производства с широким ассортиментом продукции. Если в вашем цехе часто происходит смена заготовок, переход на прецизионно отшлифованную систему быстрого зажима значительно повысит производительность и эффективность. Распространенные проблемы, вызванные неправильным инструментом.Неправильный выбор оснастки часто приводит к производственным проблемам, таким как:непостоянные углы изгибацарапины на поверхности нержавеющей сталичрезмерная изгибающая силапреждевременный износ инструментатрудности с формированием сложных формПравильный выбор оснастки помогает устранить эти проблемы и обеспечить стабильное качество продукции. Почему важен профессиональный выбор инструментовНеправильный выбор оснастки может привести к ряду производственных проблем:неточные углы изгибарастрескивание материалацарапины на поверхности нержавеющей сталичрезмерные требования к тоннажусокращенный срок службы инструментаИспользование структурированного метода выбора оснастки позволяет производителям поддерживать стабильное качество продукции и сокращение простоев. Калькулятор выбора оснастки для листогибочного прессаКраткое руководство по расчету при выборе пуансонов и матрицВыбор правильной оснастки для листогибочного пресса можно упростить, используя несколько общепринятых инженерных формул. Эти правила позволяют операторам и инженерам быстро оценить правильную конфигурацию оснастки для большинства операций гибки листового металла.Ниже представлены наиболее часто используемые методы расчетов в отрасли производства изделий из листового металла. 1. Расчет V-образного отверстия матрицыРекомендуемый V-образное отверстие матрицы (V) Обычно это определяется исходя из толщины материала.Промышленное правилоV = 6 – 10 × Толщина материала (T)Для большинства операций по гибке низкоуглеродистой стали обычно используется следующее правило:V ≈ 8 × TПримерТолщина материала = 3 ммРекомендуемый способ вскрытия матрицы:V ≈ 3 × 8 = 24 ммРекомендуемая матрица:V24 die 2. Расчет минимальной длины фланцаФланец должен быть достаточно длинным, чтобы опираться на плечи матрицы во время гибки.Формула расчетаМинимальная длина фланца ≈ 0,77 × VПримерЕсли V = 24 ммМинимальная длина фланца:0,77 × 24 ≈ 18,5 ммЭто означает, что фланец должен быть не менее 18–19 мм для стабильного изгиба. 3. Оценка изгибающего усилия (в тоннах).Приблизительную необходимую изгибающую силу можно оценить, используя следующую упрощенную формулу.Формула тоннажаТоннаж (кН/м) = 1,42 × σ × T² / VГде:σ = предел прочности материала на растяжениеT = толщина листаV = отверстие штампаУпрощенное правило (для мягкой стали)Для гибки низкоуглеродистой стали:Приблизительный тоннаж ≈ 8 × Т² (на метр)Пример:сталь толщиной 3 мм8 × 3² = 72 тонны на метр 4. Рекомендуемый радиус пуансонаРадиус пуансона следует выбирать в зависимости от типа и толщины материала.МатериалРекомендуемый радиусНизкоуглеродистая стальR ≈ 1 × TНержавеющая стальR ≈ 1,5 × TАлюминийR ≈ 2 × T Использование слишком малого радиуса пуансона может привести к растрескивание материала при изгибе. 5. Стандартные углы пробивки.Пуансоны для листогибочных прессов обычно изготавливаются под стандартными углами, чтобы обеспечить надлежащую компенсацию пружинения.К распространенным углам пробивки относятся:30° пуансон – тщательная подготовка к сгибанию и подшиванию60-градусный пуансон – изгиб под средним углом85° пуансон – специальные приложения88° пуансон – стандартный изгиб воздуха на 90°Он Пуансон 88° + матрица 78° Этот метод широко считается отраслевым стандартом для изгиба на 90°. Пример полного выбора инструментовТехнические характеристики детали:Материал: низкоуглеродистая стальТолщина: 4 ммНеобходимый изгиб: 90°Рекомендуемая конфигурация инструмента:Ударить кулаком: Пуансон с углом 88° и радиусом R4Умереть: Кристалл V32 (толщина 8 ×)Метод изгиба: изгибание воздухаТакое сочетание обеспечивает стабильный угол изгиба и сбалансированную силу формования.Инженерная поддержка BendmaxХотя эти формулы позволяют быстро оценить сложность деталей, для их изготовления часто требуется профессиональный анализ с использованием специального оборудования.Инженеры компании Bendmax могут помочь клиентам следующим образом:анализ чертежей деталейрекомендации по сочетаниям пуансонов и матрицРазработка нестандартных инструментальных решений для сложных операций гибки.Это обеспечивает надежную работу при гибке и повышает эффективность производства. Часто задаваемые вопросы – Выбор оснастки для листогибочного прессаКакой наиболее распространенный размер V-образной матрицы для гибки листового металла?Наиболее распространенное правило таково: V = 8 × толщина материалачасто называемый Правило восьми.Почему в большинстве пробойников используется угол 88°?Ан 88° пуансон позволяет компенсировать упругое восстановление материала и помогает достичь точных результатов. углы изгиба 90°.








 Phone: (0086)-15002165198
Phone: (0086)-15002165198 Email: jason@bendmax.com
Email: jason@bendmax.com Wechat: политика конфиденциальности
Wechat: политика конфиденциальности
 IPv6 network supported
IPv6 network supported


 Русский
Русский