








Заказчик обратился к нам с конкретной задачей по гибке, связанной с...тонкий стальной лист с ребристой структуройЭто требует как эффективности, так и соответствия размеров.
Основные требования заказчика включали:
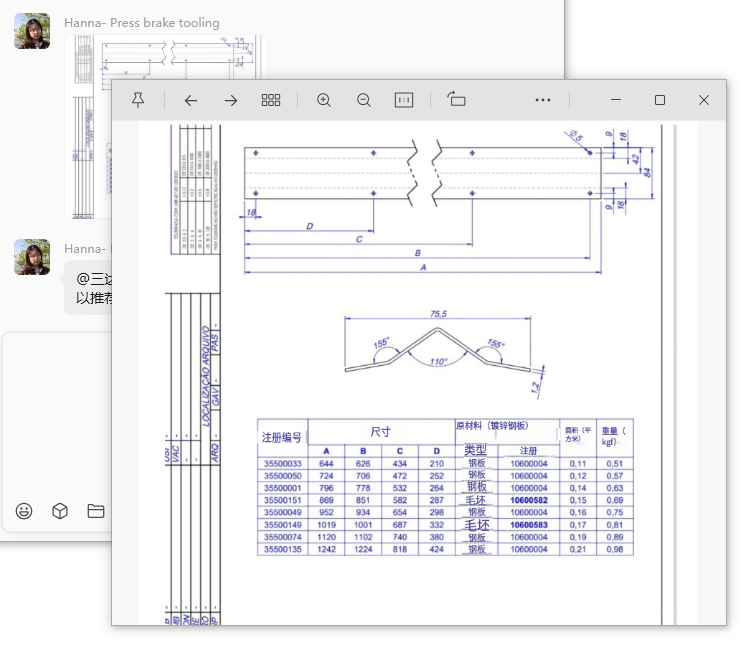
Материал:Стальной лист,толщина 1,2 мм
Машина: Пресс-торшер Amada
Нижнее отверстие матрицы: V = 60 мм
Способ формования: Одноэтапная формовка (гибка за один проход)
Особенность части:Многоугольный профиль сребро жесткости (усилительная конструкция)
Ожидания в отношении качества:
Стабильные углы изгиба
Чистая формовка без деформаций.
Постоянная форма ребер
Высокая воспроизводимость для серийного производства.
Поскольку заготовка включает в себя геометрия ребер и множество углов изгибаСтандартные прямые пуансоны не подходили для получения требуемой формы за одну операцию.
После изучения чертежа наша инженерная группа выявила несколько ключевых проблем:
Наличие ребро (усилительный элемент) увеличивает сопротивление формованию и изменяет характер течения материала при гибке. Без надлежащей поддержки инструмента:
Это снизит эффективность производства и увеличит время производственного цикла.
Заказчик конкретно потребовал формирование с одного удара, значение:
Это требует инструменты для создания пользовательских профилейнестандартные пробойники.
С сталь толщиной 1,2 ммНеправильный выбор инструмента может привести к следующим последствиям:
Надлежащая поддержка со стороны плеч матрицы имеет важное значение.
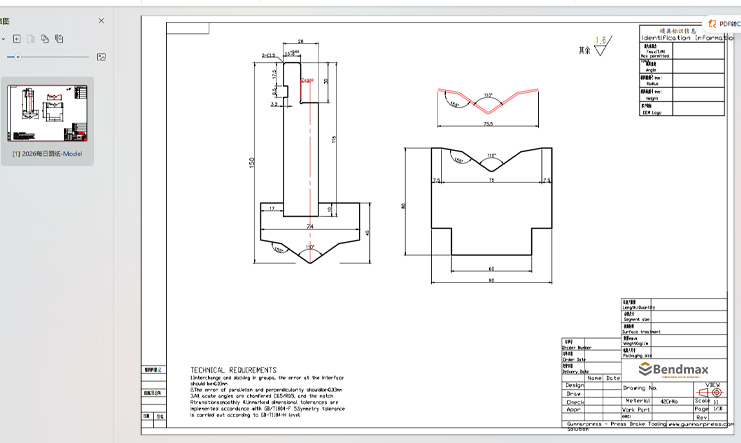
После технической оценки наши инженеры рекомендовали использовать Инструменты для гибки ребер на заказ, специально разработанный в соответствии с профилем, показанным на чертеже.
Рекомендуемая конфигурация инструмента:
Тип инструмента:Набор пуансонов и матриц для гибки ребер
Совместимость с оборудованием:Система Амада
Нижнее отверстие матрицы:V = 60 мм
Метод формования:Формирование профиля за один удар
Материальная поддержка:Оптимизирован для формовки тонких листов.
Сопоставление профилей:Индивидуальная геометрия, повторяющая форму ребер детали.
Такая конструкция оснастки позволяет формировать ребра и уголки одновременно за один ход пресса.
На чертеже изображена ребристая структура, включающая в себя:
Стандартные пуансоны не могут точно контролировать деформацию в таких конструкциях. Инструмент для гибки ребер обеспечивает:
Специально разработанный наконечник пуансона поддерживает геометрию ребер и предотвращает их деформацию в процессе формовки.
С согласованной геометрией инструмента:
Специальная оснастка для изготовления ребер жесткости обеспечивает:
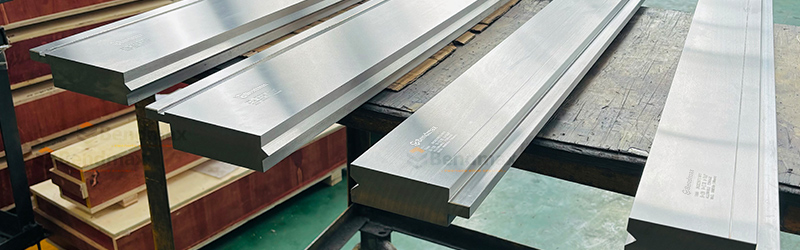
После внедрения рекомендованной оснастки для гибки ребер заказчик успешно добился следующих результатов:
Готовые детали соответствовали размерным и функциональным требованиям заказчика.
Этот случай демонстрирует, что при изгибании деталей с ребра или усиливающие конструкцииВыбор правильного профиля инструмента имеет решающее значение.
Для компонентов, требующих:
Специальная оснастка для гибки ребер Зачастую это самое надежное решение.
 Phone: (0086)-15002165198
Phone: (0086)-15002165198 Email: jason@bendmax.com
Email: jason@bendmax.com Wechat: политика конфиденциальности
Wechat: политика конфиденциальности
 IPv6 network supported
IPv6 network supported
leave a message
Scan to wechat :

Scan to whatsapp :

 Русский
Русский 








