







В производстве изделий из листового металла, операции по подшиванию и выравниванию Широко используются для повышения прочности, безопасности и улучшения внешнего вида деталей. Эти процессы имеют важное значение в таких отраслях, как автомобилестроение, производство электротехнических шкафов, бытовой техники и металлической мебели.
Выбор правильного Инструменты для подгибки и выравнивания на листогибочном прессе Это крайне важно для достижения стабильных результатов, предотвращения повреждения поверхности и повышения эффективности производства. Различные типы оснастки разработаны для соответствия конкретной толщине материала, объемам производства и требованиям к качеству поверхности.
В этом руководстве представлены наиболее распространенные типы инструменты для выравнивания и подшиванияВ нем объясняются принципы их работы, преимущества и области применения, а также оказывается помощь производителям в выборе подходящего инструментального решения.
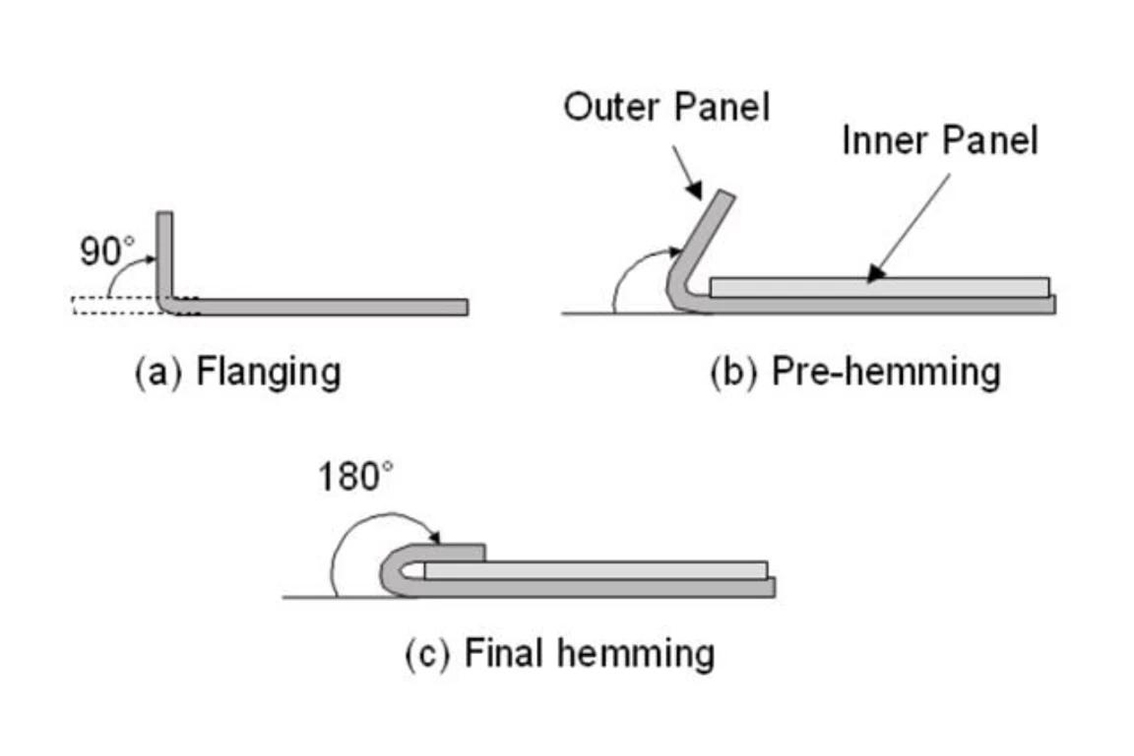

Подшивка Это процесс гибки, при котором край детали из листового металла загибается сам на себя. Заключительный этап загибки называется выравниваниегде загнутый край прижимается, образуя гладкий и усиленный край.
Подшивка широко используется, потому что она:


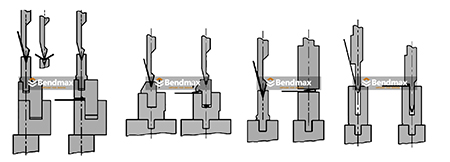
Принцип работы: Стандартная подшивка обычно выполняется в два шага:
Преимущества:
Типичные области применения:
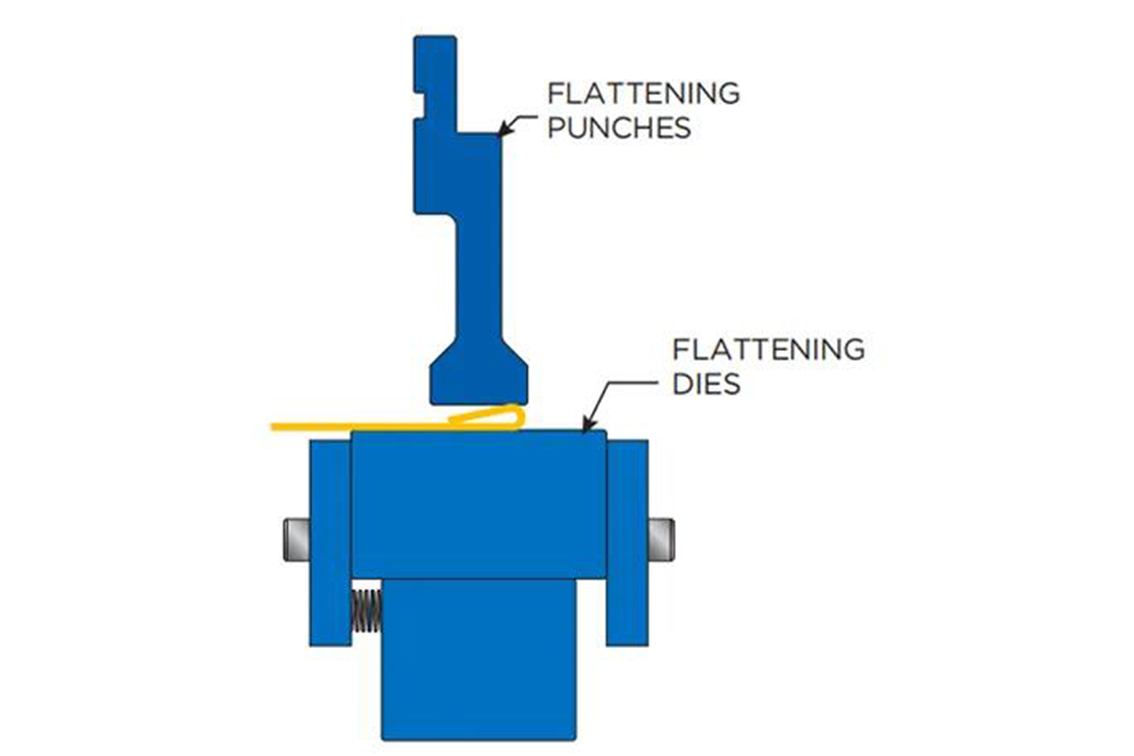
Принцип работы: Ан острый удар Используется для создания острого предварительного угла изгиба перед выравниванием. Это повышает точность подгибки и уменьшает деформацию материала.
Преимущества:
Типичные материалы:
Инструмент для одноэтапной подшивки завершает процесс. Предварительное сгибание и выравнивание за один проход.
Преимущества:
Типичные отрасли промышленности:

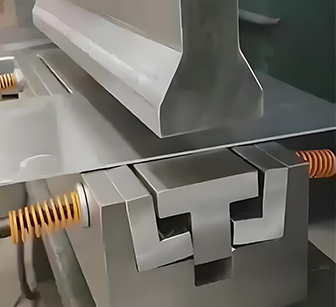
В пружинных инструментах используются внутренние пружины, которые автоматическая регулировка давления во время выравнивания.
Преимущества:
Приложения:

Инструменты, предотвращающие появление следов, используют ролики, нейлоновые или полиуретановые вставки для предотвращения повреждения поверхности.
Преимущества:
Типичные материалы:
Тип сгибаемого материала играет решающую роль при выборе инструмента. Различные материалы ведут себя по-разному во время операций выравнивания и подгибки.
Низкоуглеродистая сталь (CRS)
Низкоуглеродистая сталь — один из самых простых материалов для подгибки. Для большинства задач обычно достаточно стандартного двухэтапного инструмента для подгибки.
Нержавеющая сталь
Нержавеющая сталь обладает большей прочностью и меньшей пластичностью, что делает её более склонной к растрескиванию при сплющивании. В данном случае:
Алюминий
Алюминий мягче, но более чувствителен к повреждениям поверхности. Для алюминиевых листов:
Оцинкованные или покрытые материалы
Защита поверхности имеет решающее значение. Использование стандартных стальных штампов может привести к появлению царапин.
Толщина листа — один из важнейших параметров при выборе инструмента для выравнивания. Различные типы инструмента подходят для разных диапазонов толщины.
Тонкий лист (0,5–1,5 мм)
Для обработки тонких материалов требуется точный контроль, чтобы предотвратить образование складок или трещин. Рекомендуемая оснастка:
Средняя толщина (1,5–3,0 мм)
Такой диапазон толщины характерен для электротехнических шкафов, металлической мебели и корпусов оборудования. Рекомендуемый инструмент:
Толстый лист (>3,0 мм)
Требуется дополнительное усилие изгиба, и прочность инструмента становится критически важной. Рекомендуемый инструмент:
Открытый подол
Оставляет небольшой зазор внутри, требует меньшего усилия, проще в изготовлении. Подходит для конструкционных элементов и невидимых деталей.
Закрытый подол
Полностью сплющенная поверхность требует более высокой точности и более сложной обработки. Подходит для декоративных деталей и видимых кромок.
Каплевидный подол
Используется при высоком риске образования трещин. Рекомендуется для нержавеющей стали и толстых материалов.
Качество поверхности имеет первостепенное значение. Стандартные инструменты для выравнивания могут оставлять следы, царапины или отметины от давления. Если внешний вид поверхности имеет решающее значение, Инструмент для подшивания без следов (с роликами, нейлоновыми вставками или полиуретановой защитой) настоятельно рекомендуется для:

Не все системы инструментов взаимозаменяемы. К распространенным системам инструментов относятся: Система Wila, система Trumpf, система Amada и система LVD.
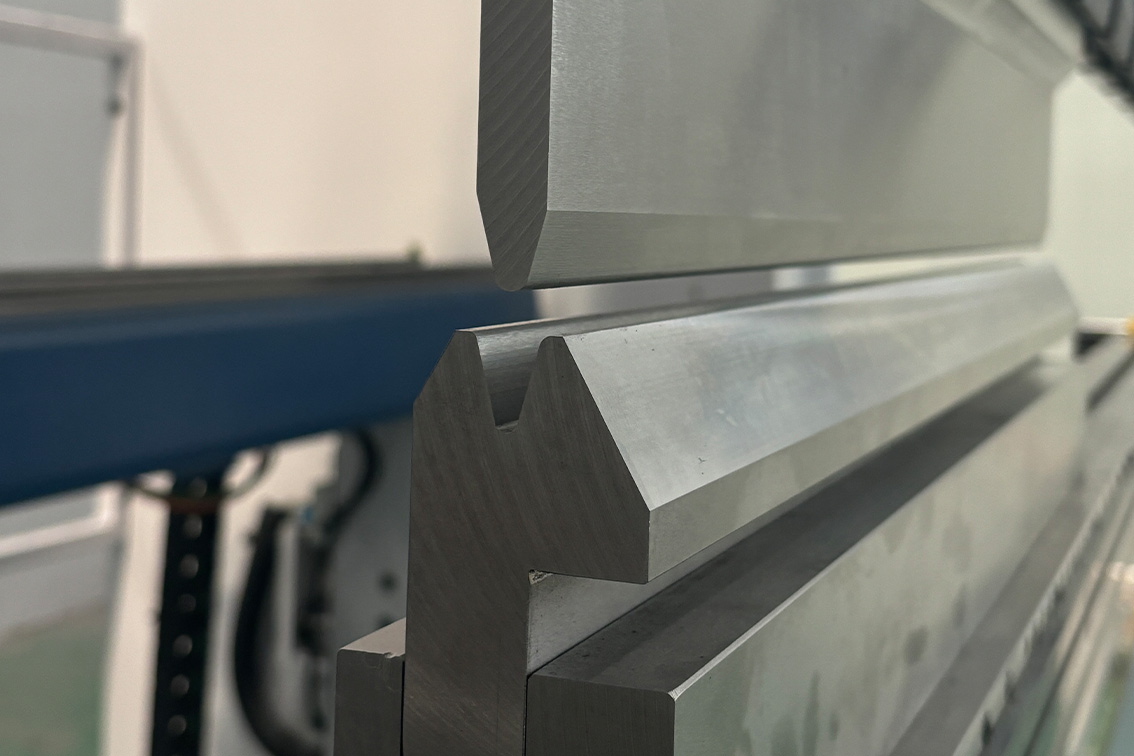
Например, при использовании листогибочного пресса типа Wila, совместимый инструмент, такой как... Пуансон для выравнивания № 19.041 и Матрица для выравнивания № 29.384 обеспечивает точное позиционирование и надежные результаты изгиба.
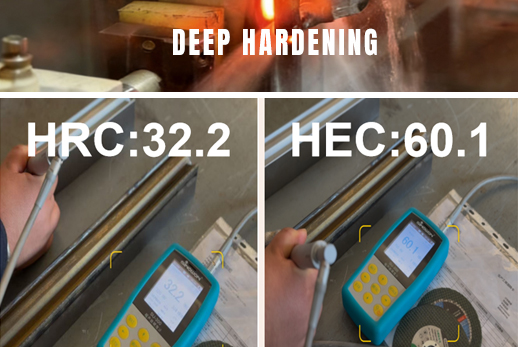
Долговечность инструмента в значительной степени зависит от качества материала и термообработки. Высококачественный инструмент для выравнивания обычно изготавливается из 42CrMo с диапазоном твердости HRC 54–60Это обеспечивает более длительный срок службы, лучшую износостойкость и стабильные характеристики выравнивания.
Выбор инструмента зависит не только от его производительности, но и от экономической эффективности. Использование высококачественного инструмента для выравнивания может иметь более высокую первоначальную стоимость, но значительно снизить долгосрочные затраты на замену.
В практическом производстве листового металла выбор правильной комбинации инструментов зачастую является наиболее эффективным способом решения проблем, связанных с дефектами при загибке кромок.
Преимущества инженерных решений:
✔ Снижает растягивающее напряжение
✔ Улучшает циркуляцию материалов
✔ Предотвращает образование трещин
Преимущества инженерных решений:
✔ Улучшает равномерность давления
✔ Стабилизирует тонкие листовые материалы
✔ Снижает риск деформации
Преимущества инженерных решений:
✔ Защищает видимые поверхности
✔ Улучшает внешний вид продукта
✔ Снижает затраты на отделку
Преимущества инженерных решений:
✔ Обеспечивает равномерное выравнивание
✔ Повышает точность размеров
✔ Повышает прочность конструкции
Преимущества инженерных решений:
✔ Продлевает срок службы инструмента
✔ Снижает затраты на техническое обслуживание
✔ Повышает долговременную надежность
Для стандартных двухэтапных операций по загибке кромок листового металла средней толщины обычно рекомендуется использовать следующую комбинацию инструментов:
Такое сочетание обеспечивает стабильную производительность выравнивания, улучшенную точность размеров и неизменно высокое качество подгибки для электрических шкафов, металлических корпусов и бытовой техники.
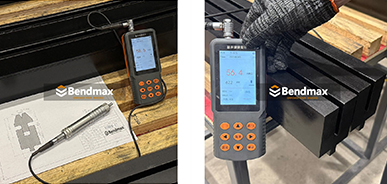
Надлежащее техническое обслуживание инструменты для подшивания и выравнивания Это крайне важно для обеспечения стабильного качества гибки, продления срока службы инструмента и снижения долгосрочных производственных затрат.

В современном производстве изделий из листового металла качество инструменты для подшивания и выравнивания Это напрямую определяет внешний вид конечного продукта, его прочность и эффективность производства. Выбор надежного поставщика оснастки — это не только вопрос цены, но и точности, долговечности и долгосрочной стабильности.
Профессиональные инструменты для подгибки кромок изготавливаются из высококачественной легированной стали с использованием передовых технологий обработки на станках с ЧПУ, что обеспечивает точность и стабильность размеров.
Надежные инструменты для подгибки обычно изготавливаются из высокопрочных легированных сталей, таких как... 42CrMo и закаленных марок инструментальной стали. Благодаря контролируемой термообработке инструмент достигает уровня твердости. HRC 54–60Это обеспечивает:
Профессиональные инструментальные решения разрабатываются на основе реальных промышленных условий, обеспечивая совместимость со стандартными процессами подгибки, требованиями к поверхности без следов и высокопроизводительными производственными линиями.
 Phone: (0086)-15002165198
Phone: (0086)-15002165198 Email: jason@bendmax.com
Email: jason@bendmax.com Wechat: политика конфиденциальности
Wechat: политика конфиденциальности
 IPv6 network supported
IPv6 network supported
leave a message
Scan to wechat :

Scan to whatsapp :

 Русский
Русский 








